¿Qué es la forja de acero y cómo funciona el proceso?
forja de acero es un proceso de fabricación en el que se moldean barras o palanquillas de acero sólido bajo fuerza de compresión (utilizando martillos, prensas o matrices) para producir piezas con propiedades mecánicas superiores en comparación con las alternativas fundidas o mecanizadas. El resultado es una estructura de grano que sigue los contornos de la pieza, ofreciendo resistencias a la tracción típicamente entre un 20% y un 40% más altas que los componentes equivalentes de acero fundido. Si necesita piezas que soporten fatiga, impacto o cargas cíclicas (bielas, cigüeñales, bridas, engranajes), la forja suele ser la ruta más confiable para llegar allí.
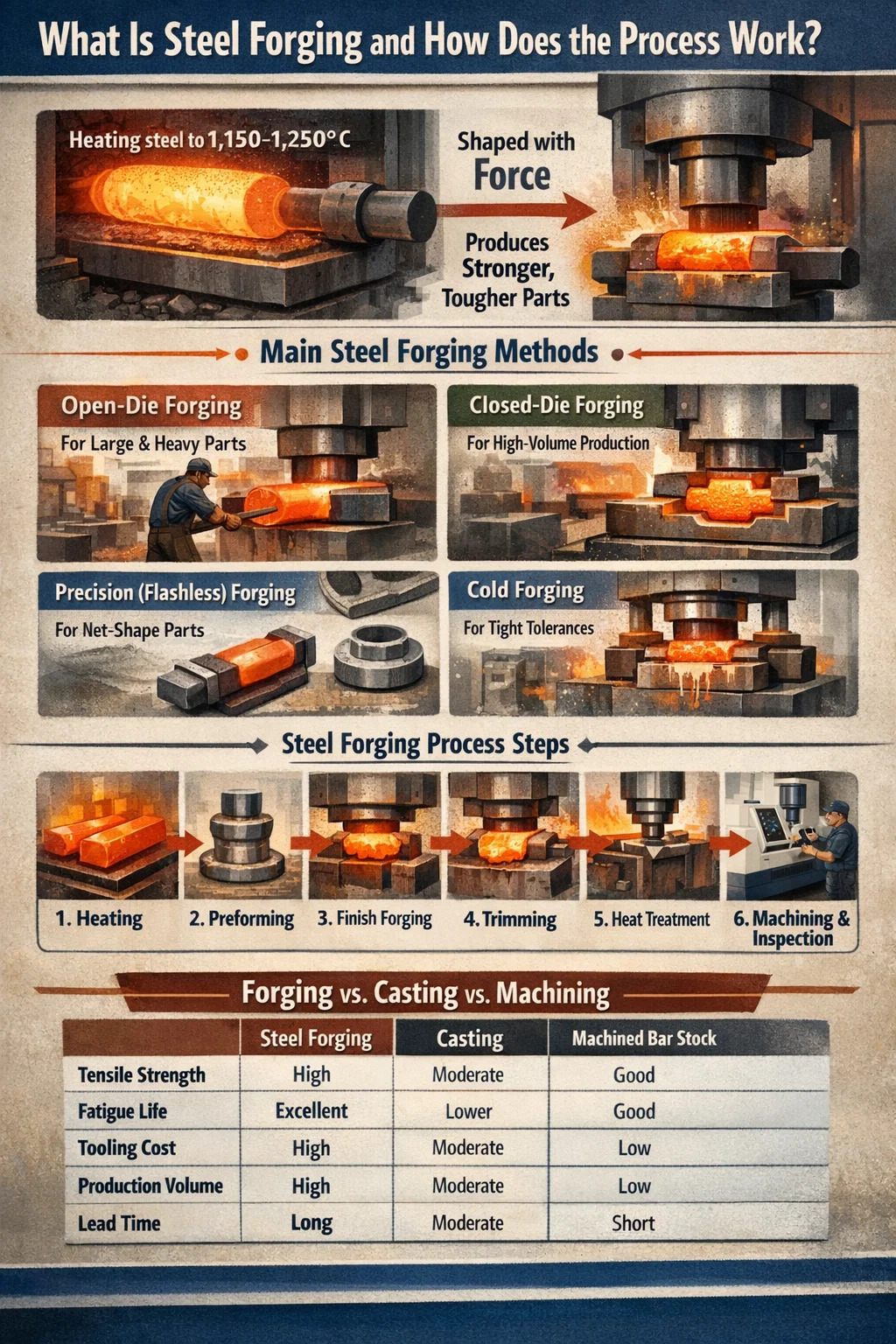
En esencia, el proceso implica calentar el acero a un rango de temperatura específico (normalmente entre 1.100 °C y 1.250 °C para aceros al carbono y aleados) y luego aplicar fuerza para deformar plásticamente el material hasta darle la forma deseada. La temperatura elevada reduce la tensión del flujo y mejora la ductilidad, lo que hace que el metal sea más fácil de moldear sin agrietarse. Una vez enfriada, la pieza forjada se somete a un tratamiento térmico, mecanizado e inspección posterior al proceso antes del envío.
La forja de acero no es una técnica única. Se divide en varios métodos distintos, cada uno de ellos adecuado para diferentes geometrías, volúmenes y requisitos de tolerancia. Comprender cómo funciona cada método (y dónde falla) es el punto de partida para cualquier ingeniero o comprador que intente tomar la decisión correcta en un proyecto de forja.
Principales métodos de forjado de acero y cuándo utilizar cada uno
Cada método de forjado de acero produce piezas con diferentes tolerancias dimensionales, condiciones de superficie y costos de herramientas. Elegir incorrectamente agrega costos, extiende los tiempos de entrega o da como resultado piezas que necesitan un mecanizado secundario excesivo.
Forja con matriz abierta
La forja con matriz abierta (también llamada forja libre o forja Smith) utiliza matrices planas o de forma simple que no encierran completamente la pieza de trabajo. El acero se manipula entre las matrices mediante una serie de compresiones, estiramientos y rotaciones. Este es el método utilizado para ejes, cilindros, anillos y lingotes de gran tamaño, piezas que pueden pesar desde unos pocos kilogramos hasta más de 200 toneladas.
La forja con matriz abierta es la opción preferida cuando el tamaño de la pieza excede la capacidad de las matrices cerradas o cuando las cantidades de producción son demasiado bajas para justificar herramientas costosas. Las tolerancias dimensionales son más amplias (normalmente ±3–6 mm), por lo que se espera un mecanizado significativo después. Los grados de acero como el inoxidable 4140, 4340 y 316 se procesan habitualmente de esta manera para las industrias de petróleo y gas, generación de energía y equipos pesados.
Forja con matriz cerrada (forja con matriz de impresión)
La forja con troquel cerrado utiliza un conjunto de troqueles combinados con una cavidad mecanizada según la forma aproximada de la pieza terminada. El tocho calentado se coloca entre los troqueles y se aplica fuerza hasta que el acero llena la cavidad por completo, con el exceso de material fluyendo como rebaba alrededor de la línea de separación. Posteriormente se recorta el flash.
Este método produce tolerancias más estrictas (normalmente entre ±0,5 y 1,5 mm, según la complejidad y el tamaño de la pieza), un mejor acabado superficial y una geometría más consistente que el trabajo con matriz abierta. Los costos de herramientas son altos (un juego completo de troqueles para una pieza de complejidad media puede costar entre 15 000 y 80 000 dólares o más), por lo que la forja con troquel cerrado tiene sentido económico principalmente para volúmenes de producción medianos a altos. Las bielas, los cubos de ruedas y los cuerpos de válvulas de automóviles son aplicaciones clásicas.
Forjado sin flash (de precisión)
La forja sin rebaba elimina la rebaba al controlar con precisión el volumen del tocho y la geometría del troquel para que el material llene la cavidad sin desbordarse. El resultado es una pieza con forma neta o casi neta que requiere un mecanizado posterior al forjado mínimo. Se pueden lograr tolerancias tan estrictas como ±0,1–0,3 mm.
Este proceso exige una preparación precisa de la palanquilla y una mayor inversión en herramientas, pero Los ahorros de material del 10 al 20 % en comparación con la forja convencional con matriz cerrada lo hacen atractivo para la producción de grandes volúmenes de piezas complejas. como engranajes, engranajes cónicos y componentes de suspensión.
Forja en rollo
La forja con rodillos pasa una barra de acero calentada entre dos rodillos con ranuras perfiladas, reduciendo su sección transversal y alargándola simultáneamente. Por lo general, se usa como paso de preformado antes de la forja con matriz cerrada, pero también se usa como proceso final para ejes cónicos, ballestas y componentes de rieles. La naturaleza continua del proceso lo hace altamente eficiente para piezas alargadas.
Forja molesta
La forja recalcada aumenta el área de la sección transversal de una barra o varilla de acero comprimiéndola a lo largo de su eje, acortando la longitud y aumentando el diámetro en una zona específica. De esta manera se fabrican pernos, espárragos, válvulas y ejes con bridas. Las máquinas de forja recalcada de alta velocidad pueden producir miles de piezas por hora, lo que lo convierte en uno de los métodos de forja más productivos para sujetadores y herrajes similares.
Forja en frío
A diferencia de los métodos anteriores, la forja en frío se realiza a temperatura ambiente o cerca de ella. El acero se endurece durante el proceso, lo que en realidad aumenta la dureza y resistencia de la superficie. Las tolerancias son excepcionalmente ajustadas (±0,05–0,1 mm) y el acabado de la superficie es excelente, lo que a menudo elimina la necesidad de tornear o esmerilar. La desventaja es que se requieren mayores fuerzas de presión y limitaciones en la geometría de la pieza y la calidad del acero. Los aceros con bajo y medio carbono son los más adecuados para el forjado en frío.
Paso a paso: cómo se forja el acero en la práctica
Conocer los pasos del proceso es importante ya sea que esté diseñando una pieza para su forjabilidad o auditando el piso de producción de un proveedor. Así es como se desarrolla una secuencia estándar de forjado de acero con matriz cerrada desde la materia prima hasta la pieza terminada.
- Selección de materiales y preparación de palanquilla: El grado de acero apropiado se selecciona en función de los requisitos de propiedades mecánicas de la pieza terminada. Los grados comunes incluyen 1045 (medio carbono, industrial general), 4140 (cromo-molibdeno, alta resistencia), 4340 (níquel-cromo-molibdeno, aeroespacial) y acero inoxidable 17-4 PH (resistente a la corrosión, alta resistencia). La barra o el tocho se corta al volumen calculado, ligeramente sobredimensionado para tener en cuenta la pérdida de rebaba y sarro.
- Calefacción: Las palanquillas se cargan en un horno de inducción o de gas y se llevan a la temperatura de forjado objetivo. Para la mayoría de los aceros al carbono y aleados, esta temperatura es de 1150 a 1250 °C. La uniformidad de la temperatura en toda la sección transversal del tocho es fundamental: un gradiente de temperatura de más de 50 °C puede provocar grietas o un llenado incompleto del troquel. Se prefiere el calentamiento por inducción para un control estricto de la temperatura y una formación reducida de incrustaciones.
- Descalcificación: El acero caliente desarrolla una capa de incrustaciones de óxido durante el calentamiento. Antes de forjar, estas incrustaciones se eliminan mediante chorros de agua a alta presión (normalmente entre 100 y 200 bar) o mediante un primer golpe ligero en la matriz, que rompe las incrustaciones y evita que se presione contra la superficie de la pieza, provocando defectos en la superficie.
- Preformado (si es necesario): Las piezas complejas a menudo requieren uno o más pasos de preformado para redistribuir la masa metálica más cerca de la forma final antes de la impresión del troquel final. Esto reduce el desgaste del troquel y mejora el flujo del metal en el golpe final. El preformado se realiza en cavidades de matriz separadas en la misma prensa o martillo.
- Acabado de forja: El tocho preformado se transfiere a la cavidad de la matriz de acabado y se golpea, ya sea con un martillo (martillo de gravedad o de vapor que aplica golpes repetidos) o una prensa (prensa mecánica o hidráulica que aplica un solo golpe controlado). El acero llena la cavidad por completo y se extruye rápidamente alrededor de la línea de separación.
- Recorte flash: Mientras aún está caliente (o después de enfriarse, en el caso de las prensas de recorte), la pieza forjada se coloca en una matriz de recorte y la rebaba se perfora de un solo golpe. Para piezas de precisión, la forja recortada se puede volver a golpear en un troquel de dimensionamiento mientras aún está caliente para corregir cualquier recuperación elástica y mejorar la precisión dimensional.
- Tratamiento térmico: Dependiendo del grado del acero y los requisitos de las propiedades mecánicas finales, las piezas forjadas se someten a normalización, recocido, enfriamiento rápido y revenido, o tratamiento en solución y envejecimiento. El templado y revenido del acero 4140, por ejemplo, puede aumentar la resistencia a la tracción de 655 MPa (normalizada) a más de 1000 MPa.
- Mecanizado: Incluso las piezas forjadas con una forma casi neta suelen requerir torneado, fresado, taladrado y rectificado CNC para lograr tolerancias dimensionales finales, acabado superficial y características (roscas, orificios, chaveteros) que no se pueden forjar directamente.
- Inspección y pruebas: Las piezas forjadas terminadas se inspeccionan dimensionalmente (CMM o medición manual), visualmente (grietas superficiales, vueltas, uniones) y, a menudo, mediante pruebas no destructivas: inspección por partículas magnéticas (MPI) para defectos superficiales, pruebas ultrasónicas (UT) para huecos internos. Las pruebas mecánicas en cupones de muestra verifican la dureza, la resistencia a la tracción, la tenacidad al impacto y el rendimiento ante la fatiga.
Grados de acero comúnmente utilizados en la forja y sus propiedades
La selección de materiales es inseparable del proceso de forja. El grado del acero determina el rango de temperatura de forjado, la vida útil del troquel, la capacidad requerida de la prensa, el tratamiento térmico posterior al forjado y, en última instancia, el rendimiento de la pieza terminada.
| Grado de acero | Rango de temperatura de forjado | Resistencia a la tracción (Q&T) | Aplicaciones clave |
|---|---|---|---|
| AISI 1045 | 1.150–1.230°C | ~570–700MPa | Ejes, engranajes, acoplamientos. |
| AISI 4140 | 1.100–1.230°C | ~900–1100 MPa | Bridas, portamechas, ejes |
| AISI 4340 | 1.100–1.200°C | ~1000-1500 MPa | Tren de aterrizaje, cigüeñales, aeroespacial. |
| Inoxidable AISI 316 | 1.149–1.260°C | ~515–690 MPa | Válvulas, accesorios, hardware marino. |
| F51 Dúplex SS | 1.050–1.150°C | ~620–880 MPa | Componentes submarinos, planta química. |
| Acero inoxidable 17-4 PH | 1.040–1.150°C | ~930–1310 MPa | Aeroespacial, médico, ejes de bombas. |
Una nota práctica sobre la forja de acero inoxidable: los grados austeníticos como el 316 tienen una tensión de flujo mayor que los aceros al carbono, lo que significa que la prensa necesita más capacidad para el mismo tamaño de pieza. También son más propensos a endurecerse por deformación, lo que puede provocar grietas si el recalentamiento entre pasadas no se realiza correctamente. Los grados dúplex son aún más sensibles a la temperatura: trabajar fuera de la estrecha ventana de forjado puede desestabilizar el equilibrio ferrita-austenita y degradar la resistencia a la corrosión.
Reglas clave de diseño para piezas de acero forjado
Las piezas diseñadas sin tener en cuenta la forja a menudo terminan costando mucho más producirlas o no aprovechan los beneficios estructurales del proceso. La aplicación de estos principios de diseño desde el principio evita costosos rediseños posteriores.
ángulos de tiro
Todas las superficies verticales en una forja con matriz cerrada necesitan un ángulo de salida para que la pieza pueda ser expulsada de la matriz. El calado estándar para piezas forjadas de acero es 5–7° en superficies externas y 7–10° en superficies internas . Las características de tiro cero o tiro negativo requieren herramientas más complejas con pasadores expulsores o matrices divididas, lo que aumenta significativamente el costo.
Radios de filete y esquina
Las esquinas internas afiladas crean concentraciones de tensión tanto en el troquel como en la pieza terminada. Un radio de filete interno mínimo de 3 mm es un punto de partida práctico, prefiriéndose 6 mm o más en zonas muy cargadas. Los radios de las esquinas exteriores deben ser de al menos 1,5 mm. Las piezas con filetes adecuados muestran mejoras en la vida útil a la fatiga de hasta 3 veces en comparación con aquellas con transiciones pronunciadas.
Colocación de la línea de separación
La línea de separación es donde se unen las dos mitades del dado. Debe colocarse en la sección transversal más grande de la pieza para minimizar la profundidad del troquel y la rebaba. Una línea de separación recta y plana es la opción más sencilla y económica. Las líneas de separación curvas o en ángulo añaden complejidad a las herramientas, pero pueden ser necesarias para ciertas geometrías.
Variación del espesor de la sección
Grandes variaciones en el espesor de la sección transversal dentro de la misma pieza crean un flujo de metal desigual durante la forja. Las secciones delgadas se llenan más rápido y se enfrían más rápido que las gruesas, lo que provoca un llenado insuficiente o grietas. Como regla general, la relación entre el espesor de pared máximo y mínimo en una forja de acero no debe exceder 4:1 sin un diseño cuidadoso de la preforma para distribuir previamente el material.
Orientación del flujo de grano
Una de las ventajas más importantes de la forja de acero sobre la fundición o el mecanizado de barras es la capacidad de alinear el flujo de grano con la dirección de tensión más alta en servicio. Una biela forjada con flujo de grano longitudinal a lo largo del eje de la biela tiene una resistencia a la fatiga mucho mejor que una mecanizada a partir de barras, donde el grano corre transversalmente a través de secciones críticas. Diseñe la pieza de modo que el eje de carga principal se alinee con la dirección principal de forjado.
Forja de acero versus fundición versus mecanizado a partir de barras
Los ingenieros frecuentemente se enfrentan a la elección entre forjado, fundición y mecanizado al seleccionar una ruta de fabricación para piezas estructurales de acero. Cada método tiene un perfil distinto de rendimiento y costo.
| Criterio | Forja de acero | fundición | Barra mecanizada |
|---|---|---|---|
| Resistencia a la tracción | Alto (refinado de grano) | Moderado (riesgo de porosidad) | Bueno (depende del grado) |
| Vida fatigada | Excelente | Inferior (defectos internos) | Bueno si el grano está alineado |
| Complejidad geométrica | moderado | Alto | Alto (CNC) |
| Costo de herramientas | Alto (dies) | moderado (patterns/molds) | Bajo a ninguno |
| Costo unitario en gran volumen | Bajo | Bajo to moderate | Alto (material waste) |
| Defectos internos | Mínimo (vacíos cerrados) | Posible (contracción, porosidad) | Depende de la calidad de la barra |
| Plazo de entrega (prototipo) | Largo (fabricación de troqueles) | moderado | corto |
La decisión normalmente se reduce a tres factores: volumen de producción anual, rendimiento mecánico requerido y complejidad de la pieza. Para piezas con pasajes internos complejos o socavados, la fundición a menudo gana solo por la geometría. Para piezas estructurales de gran volumen en la industria automotriz, aeroespacial o de petróleo y gas, la forja casi siempre gana en rendimiento y costo del ciclo de vida. El mecanizado a partir de barras tiene más sentido para prototipos, lotes muy pequeños o piezas que simplemente son demasiado pequeñas para forjarlas de forma económica.
Defectos comunes en la forja de acero y cómo prevenirlos
Incluso con los parámetros de proceso correctos, las piezas forjadas de acero pueden desarrollar defectos que comprometan la integridad estructural. Saber qué causa cada defecto y cómo detectarlo a tiempo evita costosas fallas en el campo.
Vueltas y pliegues
Los traslapos se forman cuando una arruga o saliente de la superficie se pliega hacia atrás y se forja en la superficie de la pieza sin unirla. Aparecen como defectos superficiales lineales, que normalmente corren paralelos a la línea de separación. La causa principal suele ser una forma incorrecta de la preforma, una rebaba excesiva o una mala distribución del flujo de metal en la matriz. La inspección por partículas magnéticas detecta de forma fiable solapamientos en la superficie. La prevención requiere un diseño adecuado de la preforma y una optimización de la cavidad del troquel.
Llenado insuficiente
Relleno insuficiente significa que la cavidad del troquel no se llenó completamente con acero durante el forjado, lo que dejó depresiones poco profundas en la superficie de la pieza. Las causas incluyen un peso insuficiente del tocho, una temperatura de forjado demasiado baja, una rebaba excesiva que purga el material antes de que se llene la cavidad o una capacidad inadecuada de la prensa. La inspección dimensional detectará un relleno insuficiente en la mayoría de los casos, pero es mejor detectarlo en la primera ejecución de producción con el corte de la muestra.
agrietamiento
Las grietas superficiales se desarrollan cuando el acero se forja a una temperatura demasiado baja (por debajo del rango de transición de dúctil a frágil), cuando la velocidad de deformación es demasiado alta o cuando el acero tiene un contenido excesivo de azufre o fósforo que promueve la fragilidad en caliente. Las grietas internas (defectos de explosión) ocurren cuando se desarrollan tensiones de tracción en el núcleo durante la forja, a menudo en secciones pesadas. Mantener la temperatura de forjado por encima de 1050 °C para la mayoría de los aceros aleados y evitar una reducción excesiva por pasada previene la mayoría de los defectos de agrietamiento.
Descarburación
La exposición prolongada al aire a altas temperaturas hace que el carbono se difunda fuera de la capa superficial del acero, creando una zona blanda con bajo contenido de carbono que reduce la dureza y la resistencia a la fatiga. No es infrecuente una profundidad de descarburación de 0,3 a 0,8 mm en piezas calentadas en hornos de llama abierta. El uso de hornos de atmósfera controlada o calentamiento por inducción reduce significativamente la descarburación, y el mecanizado de la capa afectada es la solución estándar cuando ocurre.
Cambio de troquel
El desplazamiento del troquel ocurre cuando las mitades superior e inferior del troquel están desalineadas durante el forjado, lo que produce una pieza que está desplazada en la línea de separación. Incluso un desplazamiento de 0,5 mm puede provocar que una pieza no supere la inspección dimensional. Las comprobaciones periódicas de alineación de troqueles y el mantenimiento adecuado de las llaves de ubicación previenen este defecto en la producción.
Industrias que dependen de la forja de acero y por qué
La demanda de forja de acero está impulsada por industrias donde las fallas estructurales no son una opción. Comprender dónde y por qué se especifica la forja ayuda a los compradores a justificar la inversión en herramientas y ayuda a los ingenieros a defender la forja frente a los procesos competitivos.
- Automotriz: Las bielas, los cigüeñales, los muñones de dirección, los cubos de las ruedas, los árboles de levas y los engranajes de transmisión están forjados casi universalmente. Un turismo típico contiene entre 35 y 45 kg de piezas de acero forjado. La resistencia a la fatiga y al impacto del acero forjado es la razón por la que estos componentes críticos para la seguridad no están fundidos.
- Petróleo y Gas: Las brocas, portamechas, componentes BOP, cuerpos de válvulas, bridas (ANSI/ASME B16.5) y conectores submarinos requieren forjado para soportar presiones extremas en el fondo del pozo (hasta 15 000 psi de presión de trabajo en algunas aplicaciones) y ambientes corrosivos. Los estándares ASME/ANSI y API exigen la forja para muchos de estos componentes.
- Aeroespacial: Los puntales del tren de aterrizaje, los accesorios de fijación de las alas, los soportes del motor y los discos de la turbina están forjados con superaleaciones y aceros aleados de alta resistencia. Los estrictos requisitos de trazabilidad de la industria aeroespacial, informes de pruebas de materiales certificados y pruebas no destructivas hacen que la forja sea la opción predeterminada para los componentes estructurales de la estructura del avión.
- Generación de energía: Los rotores de turbinas de vapor, los ejes de los generadores y las cabezas de los recipientes a presión en las centrales nucleares y convencionales se encuentran entre las piezas forjadas más grandes que se producen: las piezas forjadas de matriz abierta pueden pesar entre 150 y 300 toneladas. La integridad del material requerida para componentes que funcionan bajo estrés térmico y mecánico combinado durante 30 a 60 años solo se puede lograr mediante forjado controlado y tratamiento térmico.
- Equipos de Minería y Construcción: Los eslabones de las orugas de las topadoras, los pasadores de los cucharones de las excavadoras, los martillos trituradores de rocas y las barras de perforación están sujetos a impactos severos y desgaste abrasivo. Las piezas forjadas de acero con alto contenido de manganeso y baja aleación resisten la deformación y la fractura en estas condiciones mucho mejor que las alternativas fundidas.
- Defensa: Los proyectiles de artillería, los penetradores perforantes, los componentes de las orugas de los tanques y los cañones de las armas se forjan para cumplir con especificaciones militares que requieren dureza, tenacidad y consistencia dimensional específicas que no se pueden lograr mediante otros procesos.
Estándares de calidad y certificaciones para piezas forjadas de acero
La compra de piezas forjadas de acero sin hacer referencia a las normas aplicables deja a los compradores expuestos a la variabilidad de la calidad y a piezas no conformes. Vale la pena conocer los principales estándares que rigen la calidad del acero forjado antes de redactar una orden de compra.
- ASTM A668/A668M: Especificación estándar para piezas forjadas de acero al carbono y aleado para uso industrial general. Cubre ocho clases con requisitos de propiedades mecánicas desde resistencia a la tracción de 485 MPa (Clase D) hasta 830 MPa (Clase L).
- ASTM A182: Cubre bridas de tuberías de acero inoxidable y aleación forjada o laminada, accesorios forjados y válvulas para servicio a alta temperatura. Ampliamente referenciado en especificaciones de procesamiento de petróleo y gas y productos químicos.
- ASTM A105: Estándar para piezas forjadas de acero al carbono para aplicaciones de tuberías a temperaturas ambiente y superiores. Esta es una de las especificaciones más comúnmente mencionadas para bridas y accesorios en sistemas de tuberías industriales.
- API 6A/6D: Normas del Instituto Americano del Petróleo para equipos de boca de pozo y árboles de Navidad (6A) y válvulas de tuberías (6D). Estos estándares definen clases de materiales, requisitos de prueba y documentación de trazabilidad para componentes forjados utilizados en servicios de hidrocarburos.
- AMS (Especificaciones de materiales aeroespaciales): Los estándares SAE AMS como AMS 2750 (pirometría para tratamiento térmico) y los grados AMS específicos del material (por ejemplo, AMS 6414 para acero 4340) rigen las forjas aeroespaciales. El cumplimiento requiere una calibración documentada del horno, informes de pruebas de materiales certificados e inspección del primer artículo.
- ISO 9001/IATF 16949: Certificaciones de sistemas de gestión de calidad para proveedores de forja industrial general (ISO 9001) y automotriz (IATF 16949). Estas certificaciones indican que el proveedor opera un sistema de calidad documentado, pero por sí solas no garantizan el cumplimiento del producto con especificaciones mecánicas específicas.
Solicite siempre informes de pruebas de materiales (MTR), informes de inspección dimensional e informes NDE con cada envío de forja. Para aplicaciones críticas, las pruebas presenciales en el taller de forja son una práctica estándar en las adquisiciones aeroespaciales y nucleares.
Preguntas frecuentes sobre la forja de acero
¿Cuál es la cantidad mínima de pedido para piezas forjadas de acero con matriz cerrada?
La mayoría de los talleres de forja con troquel cerrado establecen una cantidad mínima de pedido (MOQ) de 100 a 500 piezas para nuevos proyectos de herramientas, aunque esto varía según el tamaño y la complejidad de la pieza. Para piezas pequeñas y simples, algunos talleres considerarán pruebas de 50 piezas. El alto costo de las herramientas es la principal limitación: el costo del troquel dividido en menos piezas aumenta significativamente el costo unitario. Las piezas forjadas con matriz abierta no tienen un MOQ mínimo práctico, ya que no se requieren herramientas personalizadas.
¿Cuánto tiempo se tarda en fabricar piezas forjadas de acero?
Para las piezas forjadas con troquel cerrado con herramientas nuevas, los plazos de entrega suelen ser de 10 a 16 semanas: de 4 a 6 semanas para el diseño y la fabricación de troqueles, de 1 a 2 semanas para las pruebas de forjado del primer artículo y de 2 a 4 semanas para el tratamiento térmico y el mecanizado de piezas de producción. Las forjas con matriz abierta para piezas grandes pueden tardar entre 8 y 20 semanas, dependiendo de la capacidad del taller de forja y la disponibilidad de palanquillas de acero. Los pedidos repetidos de troqueles existentes suelen tardar entre 4 y 8 semanas.
¿Se puede forjar el acero inoxidable utilizando el mismo equipo que el acero al carbono?
Sí, se utilizan los mismos martillos y prensas, pero el acero inoxidable (particularmente los grados austeníticos) requiere fuerzas de forjado mayores que el acero al carbono a temperaturas equivalentes debido a su mayor tensión de flujo. Es posible que sea necesario reducir la potencia de una prensa clasificada para un tamaño de pieza de acero al carbono específico o dividir la pieza en operaciones más pequeñas al cambiar a acero inoxidable. La vida útil del troquel también suele ser más corta al forjar acero inoxidable debido a presiones de interfaz más altas y a incrustaciones de óxido abrasivo.
¿La forja en caliente es diferente de la forja en caliente?
Sí. El forjado en caliente se realiza en el rango de temperatura entre el forjado en frío y el forjado en caliente, normalmente entre 650 y 950 °C para el acero. A estas temperaturas, la tensión de flujo es menor que a temperatura ambiente (lo que facilita el conformado), pero el acero no forma las incrustaciones de óxido pesadas que se observan en el forjado en caliente. El resultado es un mejor acabado superficial y tolerancias más estrictas que el forjado en caliente, con fuerzas de presión menores que el forjado en frío. La forja en caliente se utiliza para piezas de complejidad media donde la calidad de la superficie es importante pero las fuerzas de forja en frío serían imprácticamente altas.
¿Cómo especifico una forja correctamente en un dibujo?
Una especificación de forjado completa en un dibujo debe incluir: el grado de acero (designación ASTM, AISI o AMS), la condición del tratamiento térmico y la dureza requerida o resistencia a la tracción/elástico, requisitos de ángulo de salida, radios mínimos de filete y esquina, acabado superficial (valor Ra) para superficies forjadas, extensión de rebaba permitida en la línea de separación, métodos NDE requeridos (MPI, UT) y criterios de aceptación, y los requisitos aplicables del informe de prueba de materiales. Hacer referencia a la norma ASTM aplicable (por ejemplo, ASTM A668, Clase F) une todos los requisitos de materiales y pruebas de manera limpia.